Inteligentní technologie
Technologie Multi-Control Torch a řada inteligentních funkcí poskytuje obsluze jedinečnou podporu, která znamená výjimečnou snadnost obsluhy a optimální efektivitu stroje.
 novou technologií Multi-Control Torch Díky flexibilnímu průměru laserového svazku lze optimální řezání realizovat s vysokou rychlostí a přesností, které lze dosáhnout automatickým nastavením pro tenké plechy i silné desky.
novou technologií Multi-Control Torch Díky flexibilnímu průměru laserového svazku lze optimální řezání realizovat s vysokou rychlostí a přesností, které lze dosáhnout automatickým nastavením pro tenké plechy i silné desky.
Laserová obráběcí centra Mazak mají pokročilé funkce, optimální čočku a trysku lze automaticky zvolit a měnit pro každý materiál a tloušťku. Dokonce i nekvalifikovaní nebo nezkušení operátoři mohou nyní snadno provádět vysoce kvalitní řezání. Zlepšení kvality obráběných dílů se zkrácenou dobou obrábění a nižšími provozními náklady.
INTELLIGENT SET-UP FUNCTIONS

K dispozici je široká škála automatických funkcí, které usnadňují obsluhu a zkracují dobu potřebnou pro nastavení.

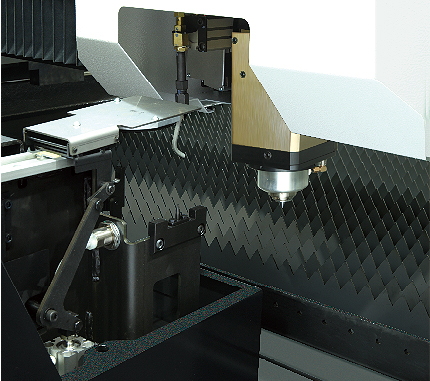
Výměnu řezné hlavy lze provést automaticky v rámci řezacího programu. Automatická výměna řezné hlavy za děrovací hlavu nebo náhradní hlavu pro nepřetržitý automatický provoz.

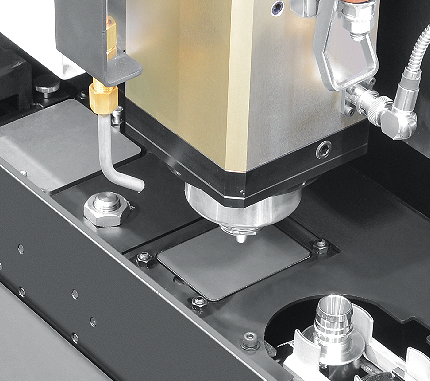
Automatické přepnutí na optimální trysku pro nepřetržitý automatický provoz. Pomocný plyn je snížen k dosažení optimálního řezání.


Tradiční měření a nastavení ohniskové vzdáleností vyžaduje značný čas, stejně jako zkušeného a zručného operátora. Nyní mohou tyto operace snadno provádět dokonce i nekvalifikovaní nebo nezkušení operátoři díky systému detekce ohniska pomocí příkazů programu. Navíc tento systém automaticky kompenzuje změny ohniskové vzdálenosti, ke kterým dochází v důsledku znečištění čočky.

Přemístěním čočky nahoru nebo dolů lze automaticky měnit polohu ohniska. Výsledkem je, že ohnisko může být umístěno tak, aby bylo dosaženo optimálního proděravění a také maximální produktivity při řezání.


Přemístěním čočky nahoru nebo dolů lze automaticky měnit průměr laserového svazku. Dosáhnete stabilního řezání, díky kterému zvýšíte rychlost řezání tenkých obrobků a výkon řezání pro silných plechů.


Pro beztřískové řezání musí být udržována poloha odstupu. Při instalaci nové trysky se správně udržuje velikost mezery pomocí automatické kalibrace snímače profilu. Tato automatická kalibrace maximalizuje čas mezi nezbytným zásahem obsluhy.

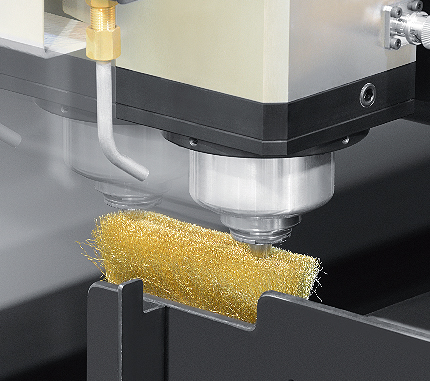
Řezná hlava může být přesunuta na čisticí kartáč trysky programovým příkazem, který odstraňuje rozstřik, který přilnul k trysce.
INTELLIGENT MONITORING FUNCTIONS

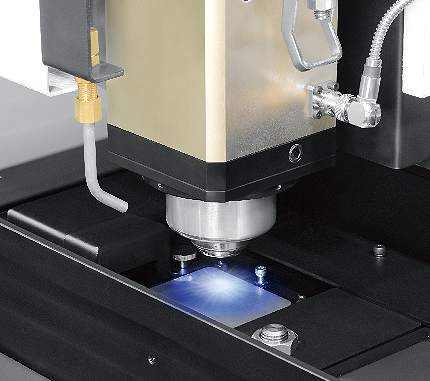
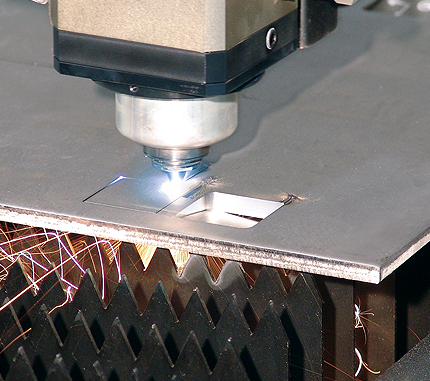
Provozní stav laserového procesu lze monitorovat. Laserová obráběcí hlava je opatřena snímačem, který kontroluje proděravění a detekuje vady (hoření nebo plazmu).
Při zjištění jakékoliv vady je činnost stroje opravena nebo přerušena, aby bylo možné zajistit optimální řezání..

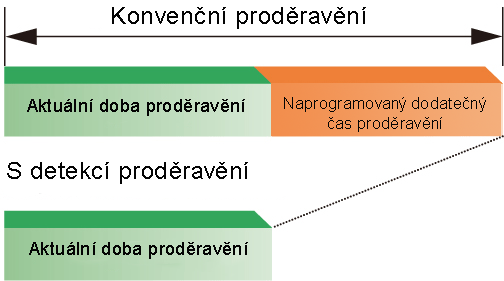
Obvykle je poměrně obtížné stabilizovat operace proděravění v případě středně tlustých / tlustých plechů, což má za následek problémy s proděravěním. Inteligentní snímač proděravění detekuje, kdy laserový svazek materiál propálí a dokončí propal díry. Tato funkce zajišťuje nepřerušovanou průnikovou operaci, což vede k minimalizaci času proděravění.

Plazma vzniklá při řezání středních/silných plechů z nerezové oceli, často vede k selhání řezu, které zastaví provoz stroje.Funkce detekce plazmy sleduje generování plazmy během zpracování a provádí automatické úpravy s cílem udržet optimální podmínky pro konzistentní kvalitu řezu.

Hoření při řezání zpracovávaných listů ze středně tlusté / tlusté měkké oceli často vede k selhání při řezání. Funkce detekce hoření detekuje abnormální hoření během zpracování a automaticky řezání zastaví, pokud ho zaznamená.
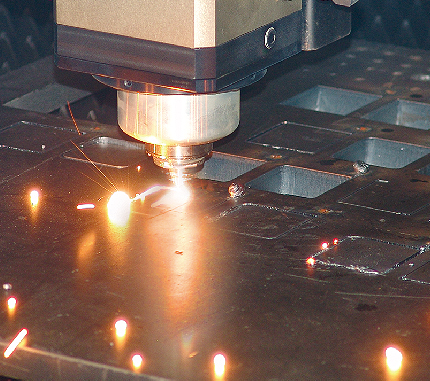
(zobrazeno je řezání bez detekce hoření)

Pokud se čočka řezné hlavy zanese prachem, mohlo by dojít k jejímu poškození. Stav čočky je sledován a pokud je zjištěn problém, řezání se automaticky zastaví.
INTELLIGENT CUTTING FUNCTIONS

Automatické funkce vycházející z dlouholetých zkušeností společnosti Mazak zajišťují vysokou kvalitu a vysokou účinnost řezání laserem.

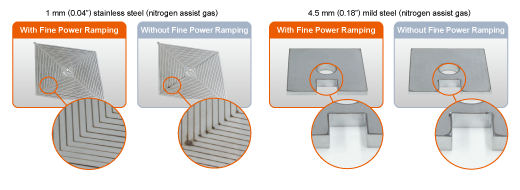
Funkce jemného adaptivního uzpůsobení výkonu řídí laserový výstup a posuv – automaticky se použijí optimální řezné podmínky zajišťující vysokorychlostní rovné a rohové řezání zabraňující tvorbě strusky..

 Metoda řezání zapnutím/vypnutím laseru bez zastavení osy.
Metoda řezání zapnutím/vypnutím laseru bez zastavení osy.
Pohyb osy a zapnutí/vypnutí laseru jsou synchronizovány, čímž se zkrátí doba řezání.